不要错过这部精心制作的<山南>【当地】螺旋管【薄壁钢管】现货批发产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
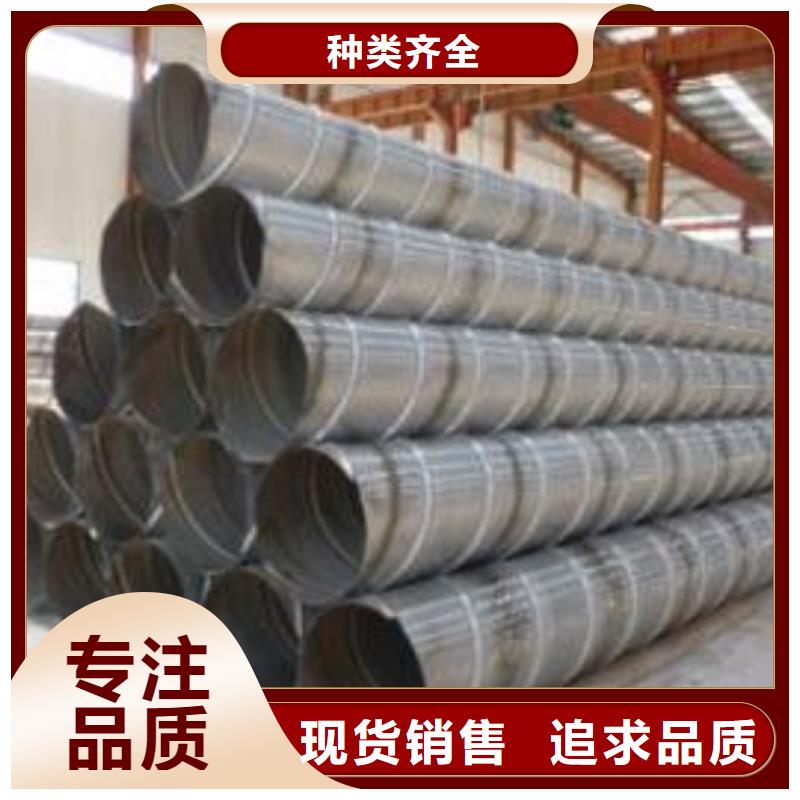
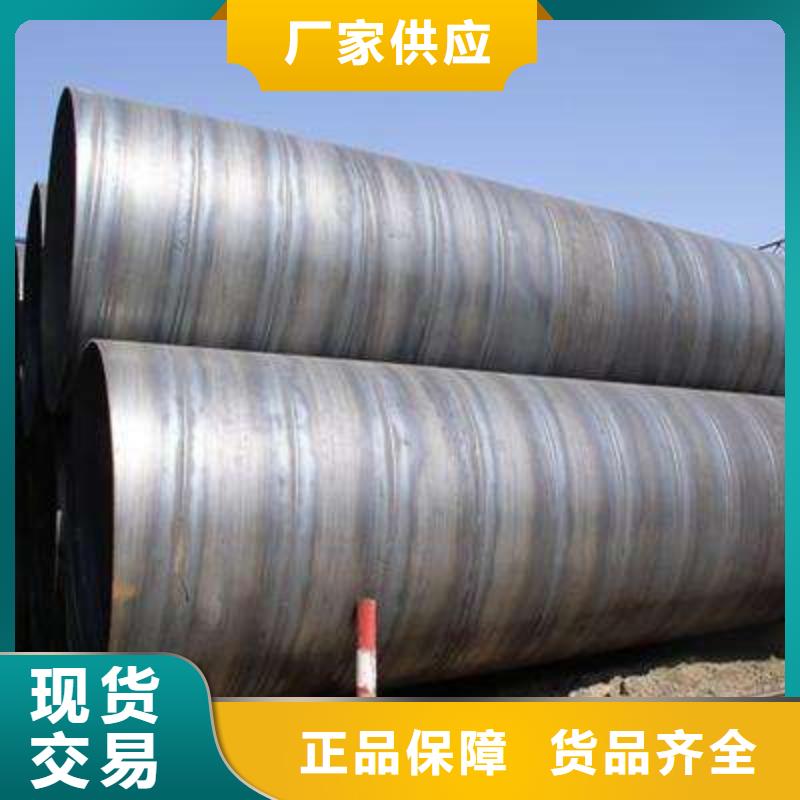
以下是:<山南>【当地】螺旋管【薄壁钢管】现货批发的图文介绍

螺旋管的埋弧焊接全进程分析:
埋弧焊是使用电弧热能进行焊接的,与手艺焊条电弧焊不同的是:埋弧焊的焊丝是暴露的,上面没有涂料,埋弧焊确实焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下焚烧的。
焊丝与工件触摸,按下发动按动钮后,焊丝与工件通电的瞬间,焊丝回抽,电弧点燃,焊接小车向前进,焊丝接连下向运送,保持电弧在焊剂层下焚烧,在电弧下方构成焊接熔池。在电弧周围,焊剂熔化构成一个空泛,.这个空泛和熔池不断前进,而熔池后方的金属凝结,构成接连的焊缝。
螺旋焊管厚度偏差范围是与执行标准有一定关系的,目前市场上的螺旋焊管主要执行标准为9711标准和5037标准两种,这两种偏差范围是不一样的。


螺旋管在制作螺旋焊管过程中,需注意以下几个问题:
涂油打标:在检查合格的螺旋钢管进行涂油操作以防腐蚀,并根据客户的要求进行打标。 矫平铣边:使用压砧机将原来卷曲的钢板调平,再通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、山南当地板边平行度和坡口形状。剪切成型:将钢 板沿外沿螺旋卷曲成管状。对焊切割:采用双面埋弧焊技术进行预焊接,内焊接,外焊接。将焊接成型的钢管使用等离子尺切割成规范长度。目视检查:由专业技术人员对一些基本的参数进行检查。



聚力群达金属材料有限公司自成立以来,秉承专注”和“提供满意服务与客户一起成长”的经营理念,使公司 山南冷拉扁钢、产品在行业内获得多项荣誉。我们将以“先进的技术、较好的 山南冷拉扁钢、产品、热忱的服务”为宗旨,服务于用户,真正能够为用户创造价值,同时也为 山南冷拉扁钢、事业贡献一份力量!


螺旋管标准分类:承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)主要用于输送石油、山南本地天然气的管线;承压 流体输送用螺旋缝高频焊钢管(SY5038-83),用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成 型;一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83),采用双面自动埋弧焊或单面焊法制成的用于水、山南煤气、山南本地空气和蒸汽等一般低压流体输送用埋弧焊钢 管 现在螺旋钢管的常用标准一般分为:SY/T5037-2000(部标、山南附近也叫 普通流体输送管道用螺旋缝埋弧焊钢管)、山南当地GB/T9711.1-1997(国标、山南本地也叫石油天然气工业 输送钢管交货技术条件 部分:A级钢管)、山南API-5L(美国石油协会、山南当地也叫管线钢管)、山南本地SY/T5040-92(桩用螺旋缝埋弧焊钢管)
螺旋钢管的检验工艺技术如下:原材料检验——校平检验——对接焊检验——成型检验——内焊检验——外焊检验——切管检验——超声波检验——坡口检验——外形尺寸检验——X射线检验——水压试验——终检验






 扫一扫
扫一扫